|
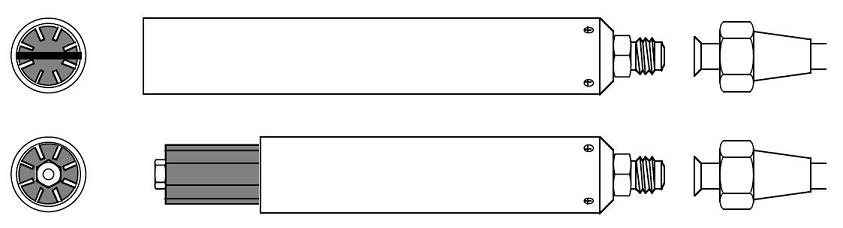
Impeders are normally supplied with SAE flare fittings, but ISO metric fittings, NPT & BSP pipe fittings and quick connect couplings are available at a small extra cost. Flare nuts are not normally supplied with impeders, since they can be re-used many times. They are available in packages of 10, 25 & 100 from us, as well as from most hardware & industrial supply outlets. Standard impeders have outer casings which fully enclose & protect the ferrite. Exposed ferrite impeders are used in cases where weld spume or coatings such as aluminum or zinc tend to build up on conventional impeders & shorten their life. Exposed ferrite impeders often permit a larger impeder to be used, since there is no casing present at the narrowest part of the tube. These impeders also work well in air or gas cooled installations.
Epoxy/glass - NEMA grade G-11/12 is a high temperature, high strength glass fibre reinforced epoxy resin composite which exhibits excellent wear properties, and extended life at elevated temperatures. It is widely used and is the least expensive type of casing for most impeder sizes. EHE’s G-11/12 epoxy glass will withstand temperatures 100° higher than the more common G-10 material. Silglass™ - NEMA grade G-7 is an ultra high temperature silicone resin bonded glass fibre material used primarily for return flow impeders. It has poor wear characteristics & impeders must be protected from contact with the moving strip. Silglass™ is inorganic so it does not char when exposed to excessive temperatures. This reduces the amount of radiant heat absorbed by the impeder from the weld area. Ferroglass™ is a high temperature, ferrite impregnated glass fibre tube manufactured specifically for impeder use. The additional ferrite present in the casing can increase weld speeds by as much as 40%. This improved efficiency is most noticeable at small diameters where the Ferroglass™ casing contributes a higher percentage of the total ferrite in the impeder. Ferroglass™ also has the best wear resistance of all materials normally used in impeders.
Coolant should be clean, preferably filtered. A pressure of 3 bar (45 PSI) will ensure adequate cooling under most operating conditions. Coolant flow requirements vary widely due to inlet temperature, weld power, frequency & weld area geometry. In high power density situations & at high ambient temperatures, a small refrigerative chiller for impeder & work coil coolant can greatly improve efficiency. Cooling by air or other gas is not recommended, but can be useful in special situations where the presence of water inside the tube cannot be tolerated. Gasses such as nitrogen have a density that is at least 1000 times less than that of water, so coolant volume must be increased accordingly. An impeder that can be cooled using 1/2 gallon of water per minute would require a minimum of 15 cubic feet per minute of nitrogen. The cost of this is prohibitive in most cases. |